Kwalifikacja: MEC.03 - Montaż i obsługa maszyn i urządzeń
Zawód: Technik mechanik
Kategorie: Obróbka i montaż Pomiary i tolerancje
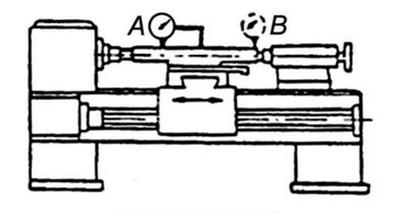
Do sprawdzenia równoległości linii kłów do prowadnic łoża w płaszczyźnie pionowej (jak na rysunku) zastosowano
Odpowiedzi
Informacja zwrotna
Wybór trzpienia kontrolnego do chwytania w kły oraz czujnika jako metody sprawdzenia równoległości linii kłów do prowadnic łoża w płaszczyźnie pionowej jest kluczowy dla zapewnienia precyzji w procesie obróbki. Trzpień kontrolny, umocowany w kłach, działa jako stabilny punkt odniesienia, co pozwala na dokładne pomiary. Czujnik, z kolei, dostarcza informacji o ewentualnych odchyleniach od normy, umożliwiając ich szybką korekcję. Tego typu rozwiązanie jest zgodne z najlepszymi praktykami w branży, które nakładają nacisk na precyzyjny pomiar i kontrolę jakości. Zastosowanie takiej metody można zaobserwować w produkcji maszyn, gdzie każdy detal musi być zgodny z określonymi tolerancjami, aby zapewnić prawidłowe funkcjonowanie całego mechanizmu. W praktyce, podczas montażu maszyn, błędy w równoległości prowadnic mogą prowadzić do przyspieszonego zużycia komponentów oraz obniżenia efektywności produkcji.