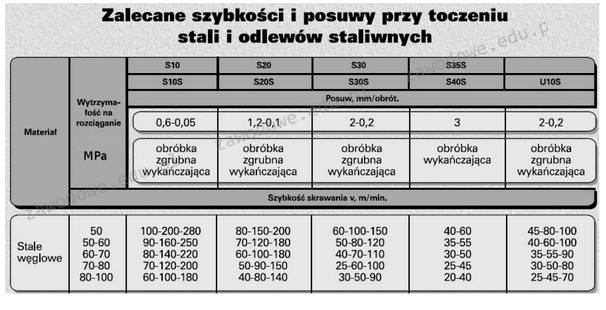
Odpowiedź vc = 50 m/min jest prawidłowa, ponieważ dla stali węglowej o wytrzymałości na rozciąganie 50 MPa oraz zastosowania płytki wieloostrzowej gatunku S40S, rekomendowana prędkość skrawania wynosi od 50 do 80 m/min. Wybór wartości 50 m/min znajduje się na dolnej granicy tego zakresu, co jest odpowiednie dla obróbki materiałów o niższej twardości. Prędkość skrawania ma kluczowe znaczenie w procesie obróbki skrawaniem, ponieważ wpływa na jakość powierzchni oraz trwałość narzędzi skrawających. Przykładowo, zbyt wysoka prędkość skrawania może prowadzić do przegrzewania się narzędzi, co z kolei skraca ich żywotność i może wpłynąć na dokładność wymiarową obrabianego elementu. Zastosowanie odpowiedniej prędkości skrawania pozwala również na osiągnięcie optymalnych parametrów skrawania, co jest zgodne z praktykami stosowanymi w nowoczesnych zakładach obróbczych, gdzie efektywność i precyzja są kluczowe. Z wdrożeniem odpowiednich norm, takich jak ISO 3685, można osiągnąć lepsze wyniki w obróbce stali węglowej przy zastosowaniu płyt wieloostrzowych.
Wybór prędkości skrawania, który nie odpowiada wartości 50 m/min, wynika z nieprawidłowego zrozumienia zasady doboru parametrów skrawania w kontekście materiałów i narzędzi. Odpowiedzi takie jak vc = 100 m/min czy vc = 120 m/min są nieadekwatne, ponieważ przekraczają zalecany zakres prędkości dla stali węglowej o wytrzymałości na rozciąganie 50 MPa. Zastosowanie zbyt wysokiej prędkości skrawania może prowadzić do nadmiernego zużycia narzędzia, co skutkuje nieefektywną obróbką oraz zwiększonymi kosztami produkcji. Warto zauważyć, że zbyt duża prędkość skrawania nie tylko osłabia narzędzie, ale także może powodować pogorszenie jakości obrabianej powierzchni, co jest niepożądane w przemyśle. W praktyce, obróbka stali węglowej wymaga ostrożnego podejścia do parametrów skrawania, które powinny być dostosowane do specyfiki materiału, rodzaju narzędzia, a także warunków pracy. Typowym błędem jest zakładanie, że wyższa prędkość automatycznie poprawia wydajność skrawania, co jest mylnym przekonaniem. Standardy branżowe, takie jak ISO 8688, wskazują na konieczność precyzyjnego doboru prędkości w zależności od materiału, co jest kluczowe dla osiągnięcia optymalnych rezultatów w procesie obróbczy.