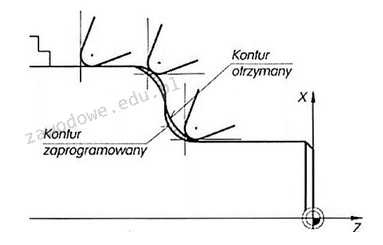
Po obróbce wałka stwierdzono błędy zarysu wyłącznie na powierzchniach uzyskanych przez toczenie w dwóch osiach równocześnie (patrz rysunek). Przyczyną tych błędów może być
Odpowiedzi
Informacja zwrotna
Wybór odpowiedzi "brak korekcji promienia ostrza" jest prawidłowy, ponieważ błędy zarysu na powierzchniach uzyskanych przez toczenie w dwóch osiach równocześnie są często wynikiem niewłaściwego uwzględnienia promienia ostrza w programie obrabiarki CNC. W praktyce, jeśli podczas programowania nie zostanie uwzględniony promień narzędzia, to rzeczywisty kształt obrabianego elementu nie będzie odpowiadał zaprogramowanemu, co prowadzi do widocznych błędów w zarysie. W branży obróbczej, szczególnie w przypadku skomplikowanych kształtów, kluczowe jest stosowanie korekcji promienia, aby zapewnić precyzyjne odwzorowanie zaplanowanych konturów. Dobre praktyki wymagają regularnej weryfikacji ustawień narzędzi w obrabiarkach CNC oraz stosowania symulacji procesów obróbczych, co pozwala na wczesne wykrywanie ewentualnych usterek w programie. Wiedza na temat prawidłowej korekcji narzędzi jest zatem niezbędna dla każdego operatora maszyn CNC, aby minimalizować ryzyko błędów i zwiększać efektywność produkcji.
Wybór odpowiedzi związanych z zbyt dużym posuwem, niewłaściwą korekcją długości noża czy zbyt dużą grubością warstwy skrawanej nie odnosi się bezpośrednio do opisanego problemu błędów zarysu w toczeniu w dwóch osiach równocześnie. Zbyt duży posuw może prowadzić do innych problemów, takich jak zwiększone zużycie narzędzi, pogorszenie jakości powierzchni czy trudności w obróbce materiałów twardych, jednak nie powoduje specyficznych błędów w kształcie konturu, które są wynikiem braku odpowiednich korekcji promienia. Niewłaściwa korekcja długości noża również nie wpływa na zarys kształtu, ale raczej na głębokość skrawania, co może skutkować innymi rodzajami defektów w obrabianym przedmiocie. Z kolei zbyt duża grubość warstwy skrawanej może powodować przegrzewanie się narzędzi i niewłaściwe odprowadzanie wiórów, co wpływa na ogólną efektywność obróbki, ale znowu nie generuje bezpośrednich błędów w konturze. Kluczowe w procesie toczenia z zastosowaniem dwóch osi jednocześnie jest zrozumienie, jak obróbka narzędziem oraz jego właściwości wpływają na końcowy efekt pracy. Edukacja w zakresie korekcji promienia ostrza oraz zrozumienie związku między parametrami obróbczy a wynikami produkcyjnymi są kluczowe dla prawidłowego wykonania skomplikowanych zarysów w toczeniu. Operatorzy muszą być świadomi, że każdy parametr ma swoje specyficzne implikacje i starannie analizować wszystkie czynniki wpływające na jakość obróbki.