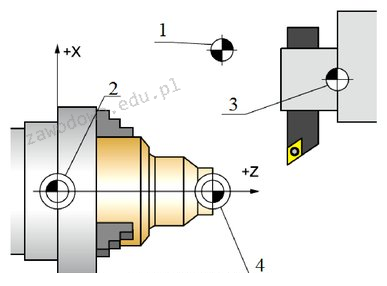
Punkt zerowy tokarki, oznaczony na rysunku numerem 2, ma kluczowe znaczenie dla precyzyjnego wykonania operacji obróbczych. Jest to punkt odniesienia, od którego mierzone są wszystkie wymiary i pozycje narzędzi skrawających. Lokowanie punktu zerowego na osi obrotu przedmiotu obrabianego jest standardową praktyką, ponieważ umożliwia dokładne kontrolowanie głębokości skrawania oraz parametrów takich jak prędkość obrotowa i posuw. W przypadku tokarek, gdzie precyzja ma ogromne znaczenie, prawidłowe ustawienie punktu zerowego jest kluczowe dla uzyskania pożądanej jakości powierzchni obrabianego elementu. Na przykład, w procesach takich jak toczenie zewnętrzne, toczenie wewnętrzne czy gwintowanie, umiejscowienie punktu zerowego ma bezpośredni wpływ na efektywność i dokładność całego procesu technologicznego. W praktyce, dobrym nawykiem jest regularne sprawdzanie i kalibracja punktu zerowego, aby uniknąć błędów w dalszych operacjach obróbczych.
Wybór numerów 1, 3 lub 4 jako punktu zerowego tokarki może wynikać z nieporozumień dotyczących lokalizacji tego kluczowego odniesienia. Często błędne wnioski biorą się z mylnego przekonania, że punkt zerowy może być umiejscowiony w innych, łatwiejszych do identyfikacji miejscach na maszynie, bądź w pobliżu nieobrotowych części tokarki. Na przykład, wybór numeru 1 może sugerować, że użytkownik zinterpretował ten punkt jako bardziej widoczny lub dostępny, co jest mylne, gdyż punkt zerowy powinien być ściśle związany z osią obrotu obrabianego przedmiotu. Takie podejście prowadzi do nieprawidłowego pomiaru, co z kolei negatywnie wpływa na jakość obróbki. Wybór punktów 3 i 4 może wynikać z mylnych założeń dotyczących geometrii tokarki i jej mechanizmu działania. Niezrozumienie podstawowych zasad dotyczących lokalizacji punktu zerowego może prowadzić do poważnych błędów w procesie produkcyjnym, takich jak źle wymierzone detale czy nieprawidłowe osadzenie narzędzi skrawających. Dlatego istotne jest, aby przed przystąpieniem do obróbki dokładnie zrozumieć znaczenie i miejsce punktu zerowego, aby zapewnić optymalną efektywność i jakość wykonywanych operacji.