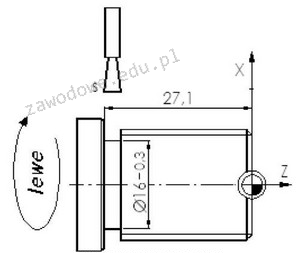
W celu wykonania rowka według przedstawionego rysunku parametryskrawania muszą być zaprogramowane w następujący sposób:
Odpowiedzi
Informacja zwrotna
Poprawna odpowiedź to "G96 S45 M04 F0.1 T1 D1", ponieważ jest to zestaw parametrów, który zapewnia prawidłowe wykonanie rowka zgodnie z przedstawionym rysunkiem. Użycie kodu G96 wskazuje, że będziemy pracować z prędkością skrawania, co jest kluczowe w obróbce materiałów, aby uniknąć nadmiernego zużycia narzędzia oraz zapewnić odpowiednią jakość powierzchni. Ustawienie S45 oznacza, że prędkość skrawania została ustalona na 45 metrów na minutę, co jest odpowiednie dla tego typu pracy. Obrót wrzeciona w lewo (M04) odpowiada kierunkowi obrotu sugerowanemu na rysunku, co jest istotne dla prawidłowego skrawania, zwłaszcza w przypadku rowków. Prędkość posuwu (F0.1) na poziomie 0.1 mm/obrót zapewnia precyzyjne wykonanie rowka, co jest niezbędne w pracach wymagających dużej dokładności. Narzędzie (T1) oraz korektor (D1) zostały także poprawnie zdefiniowane, co jest zgodne z dobrymi praktykami w obróbce skrawaniem, gdzie precyzja oraz dobór odpowiednich narzędzi mają kluczowe znaczenie dla efektywności procesu obróbki.
Wybór niewłaściwych parametrów skrawania może prowadzić do nieodpowiednich wyników obróbczych, co w przypadku rowków jest szczególnie istotne. Użycie kodu G94 w jednej z odpowiedzi sygnalizuje, że posuw jest podawany w jednostkach na minutę, a nie na obrót, co w kontekście obróbki skrawaniem rowków może nie zapewnić wymaganej precyzji. Prędkość skrawania S1000 jest zdecydowanie zbyt wysoka dla większości materiałów, co może prowadzić do przegrzania narzędzia i pogorszenia jakości powierzchni obróbczej. W obróbce precyzyjnej, jaką jest wykonywanie rowków, kluczowe jest ustalenie odpowiednich wartości dla posuwu i prędkości skrawania, aby uzyskać optymalne rezultaty. Wybór M5 wskazuje na zatrzymanie wrzeciona, co jest niezgodne z wymaganiami do obróbki, gdzie obróbka powinna być kontynuowana. Niepoprawne dobieranie narzędzi, takie jak T1 w kontekście niezgodnych parametrów skrawania, również wpływa negatywnie na jakość obrabianego elementu. Często przyczyną błędnych wyborów jest niepełne zrozumienie zasad obróbki skrawaniem oraz brak znajomości rzeczywistych potrzeb technologicznych danej operacji. Warto pamiętać, że każda operacja skrawania wymaga starannego doboru parametrów, aby uniknąć problemów związanych z jakością obróbki i trwałością narzędzi.