Kwalifikacja: MEC.09 - Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń
Zawód: Technik mechanik
Kategorie: Obróbka i technologie Organizacja produkcji
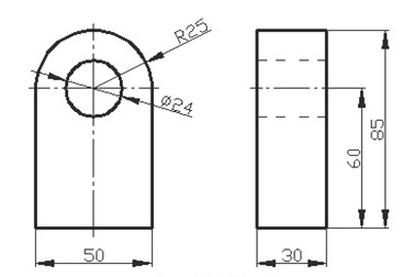
Do frezowania na frezarce pionowej zaokrąglenia R25, przedmiotu przedstawionego na rysunku, należy go zamocować
Odpowiedzi
Informacja zwrotna
Stół obrotowy jest nieodzownym narzędziem w procesie frezowania zaokrągleń, takich jak R25, ponieważ umożliwia precyzyjne obracanie przedmiotu wokół własnej osi. Ta funkcjonalność jest kluczowa, by uzyskać równomierne zaokrąglenie, które jest zgodne z wymaganiami projektowymi. Użycie stołu obrotowego pozwala na łatwe dostosowanie kąta obrotu, co znacznie przyspiesza i upraszcza proces obróbczy. Przykładowo, w zastosowaniach przemysłowych, gdzie wymagane są wysokiej jakości detale, stół obrotowy umożliwia stworzenie precyzyjnych kształtów, co jest niezbędne w produkcji elementów maszyn czy narzędzi. Warto również zauważyć, że stosowanie stołu obrotowego jest zgodne z najlepszymi praktykami w branży, jakie można znaleźć w dokumentacji dotyczącej obróbki skrawaniem. Umożliwia to nie tylko realizację skomplikowanych geometrii, ale także zwiększa efektywność pracy, redukując czas potrzebny na ręczne ustawianie detalu.