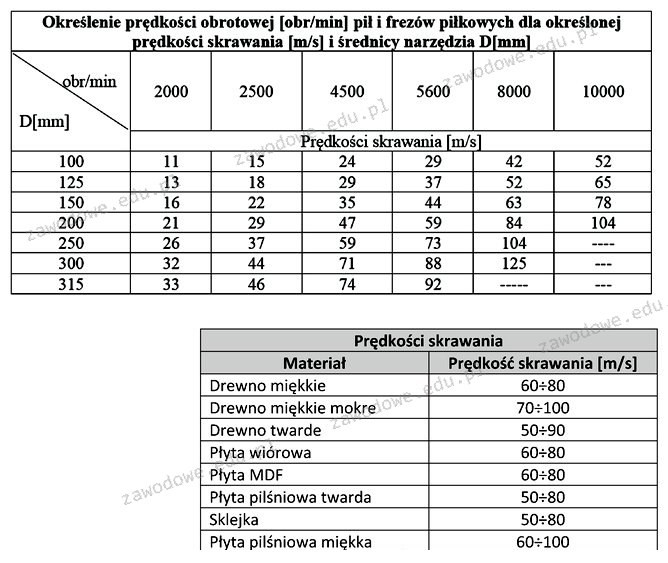
Poprawna odpowiedź to 250 mm, ponieważ wybór średnicy piły do cięcia płyty wiórowej powinien być oparty na prędkości skrawania, która jest odpowiednia dla tego typu materiału. Z tabel prędkości skrawania wynika, że dla płyty wiórowej właściwa prędkość skrawania mieści się w zakresie od 60 do 80 m/s. Przy prędkości obrotowej piły wynoszącej 5600 obr/min, obliczając średnicę piły, można uzyskać prędkość skrawania równą 73 m/s dla średnicy 250 mm. Taki dobór pozwala na efektywne cięcie płyty wiórowej, minimalizując ryzyko przegrzewania się narzędzia i zapewniając optymalną jakość cięcia. Ponadto, stosowanie odpowiedniej średnicy piły jest kluczowe w kontekście standardów bezpieczeństwa i efektywności pracy w przemyśle meblarskim oraz stolarstwie, gdzie precyzja oraz jakość wykonania mają kluczowe znaczenie. W praktyce, wybór właściwej średnicy piły wpływa nie tylko na wydajność procesu, ale także na długość życia narzędzia, co jest istotne z punktu widzenia kosztów eksploatacyjnych.
Wybór niepoprawnej średnicy piły, takiej jak 100 mm, 150 mm czy 200 mm, można wytłumaczyć błędnym zrozumieniem związku między prędkością obrotową a średnicą narzędzia skrawającego. Odpowiedzi te ignorują kluczowy aspekt prędkości skrawania, która jest kluczowym parametrem przy cięciu płyty wiórowej. Przykładowo, średnica 100 mm przy prędkości obrotowej 5600 obr/min generuje znacznie wyższą prędkość skrawania niż zalecane wartości, co może prowadzić do nadmiernego zużycia narzędzia oraz obniżonej jakości cięcia. Z drugiej strony, średnice 150 mm i 200 mm również nie osiągają optymalnego przedziału prędkości skrawania dla płyty wiórowej, co skutkuje nieefektywnym procesem cięcia. Typowym błędem jest niedocenianie znaczenia dostosowania średnicy narzędzia do specyfikacji materiału, co w praktyce prowadzi do problemów z jakością cięcia, a także zwiększa ryzyko uszkodzeń narzędzi oraz materiału. Analizując te niewłaściwe odpowiedzi, widzimy, że ignorują one zasady związane z doborem narzędzi skrawających, które powinny opierać się na dokładnych obliczeniach i zrozumieniu technologii obróbczej, co jest kluczowe w każdym procesie produkcyjnym.