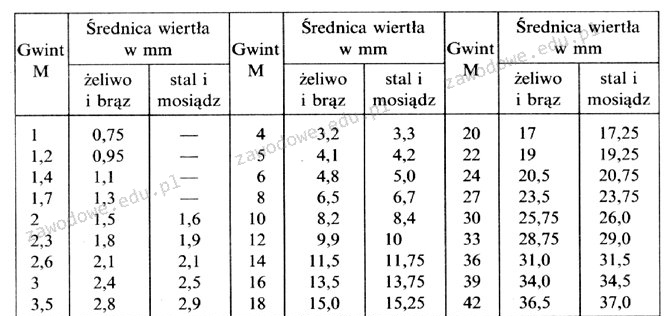
Aby wykonać otwór pod gwint wewnętrzny M8 w żeliwnym korpusie, użycie wiertła o średnicy 6,5 mm jest absolutnie kluczowe. Wiertło tej średnicy jest zgodne ze standardami przyjętymi w obróbce skrawaniem, które określają, że otwór powinien być nieco mniejszy od gwintu, co umożliwia uzyskanie właściwego, mocnego połączenia. W przypadku gwintu M8, standard ISO zaleca średnicę wiertła wynoszącą 6,5 mm, co jest także potwierdzone w tabelach izyprawnych. W praktyce, zastosowanie wiertła o tej wielkości pozwala na uzyskanie odpowiedniej głębokości gwintu, co jest niezbędne dla zapewnienia stabilności i wytrzymałości połączenia. Ponadto, właściwe dobranie średnicy wiertła ma kluczowe znaczenie dla uniknięcia problemów, takich jak zbytnie luzy w gwincie, co mogłoby prowadzić do jego uszkodzenia lub nieprawidłowego działania montowanych elementów. Dlatego znajomość tych norm i zasad jest niezbędna w codziennej pracy specjalistów zajmujących się obróbką metali, co podkreśla znaczenie ścisłego trzymania się wytycznych branżowych.
Wybór niewłaściwej średnicy wiertła do wykonania otworu pod gwint wewnętrzny M8 w żeliwnym korpusie może prowadzić do poważnych problemów związanych z jakością i bezpieczeństwem połączenia. Stosując wiertło o średnicy 7,0 mm, 8,0 mm lub 6,7 mm, można uzyskać otwór, który nie będzie dostosowany do wymagań gwintu M8, co skutkuje zbyt dużym luzem w montowanym elemencie. Zbyt duży otwór może prowadzić do niestabilności mocowania i zmniejszenia nośności połączenia, co z kolei zwiększa ryzyko awarii w warunkach obciążeniowych. Ponadto, zbyt szeroki otwór może powodować, że gwint nie będzie w stanie się w pełni osadzić, co obniża jego efektywność i trwałość. Może to również prowadzić do zjawiska znanego jako "luźny gwint", gdzie gwint nie jest w stanie prawidłowo utrzymać się w otworze, co jest szczególnie niebezpieczne w aplikacjach, gdzie wymagana jest wysoka precyzja i bezpieczeństwo. Powszechnym błędem jest także niewłaściwe zrozumienie, że większe wiertło może zwiększyć siłę połączenia, co jest absolutnie błędne. Dlatego kluczowe jest posługiwanie się odpowiednimi danymi i tabelami doboru narzędzi, aby zapewnić prawidłowe wykonanie otworów w obróbce żeliwa i innych materiałów. Praktyczna znajomość tych zasad jest niezbędna w każdej operacji związanej z obróbką metali.