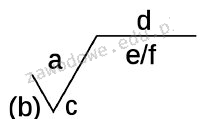
Na rysunkach technicznych w opisie chropowatości w miejscu oznaczonym literą c wpisuje się wartość, oznaczenie lub informację opisującą
Odpowiedzi
Informacja zwrotna
Odpowiedź wskazująca na symbol kierunkowości struktury powierzchni jest poprawna, ponieważ w kontekście opisu chropowatości w rysunkach technicznych oznaczenie to ma kluczowe znaczenie. Symbol ten informuje o kierunku, w jakim przeprowadzana była obróbka powierzchni, co wpływa na ostateczne jej właściwości, takie jak wytrzymałość na zużycie czy estetyka. Przykładem zastosowania tej wiedzy jest projektowanie komponentów w przemyśle motoryzacyjnym, gdzie kierunkowość chropowatości ma wpływ na tarcie między elementami. Na podstawie norm PN-ISO można określić wymagania dotyczące chropowatości, a także zrozumieć, jak różne metody obróbcze (np. szlifowanie, frezowanie) wpływają na uzyskiwaną strukturę powierzchni. Właściwe zrozumienie i zastosowanie symboli kierunkowości pozwala na optymalizację procesów projektowych oraz produkcyjnych, co jest istotnym elementem inżynierii jakości do uzyskania pożądanych parametrów technicznych.
Wybór odpowiedzi dotyczącej rodzaju obróbki ubytkowej, wielkości skali czy wartości naddatku materiału na obróbkę wskazuje na pewne nieporozumienia w zakresie interpretacji rysunków technicznych. Obróbka ubytkowa to proces, którego celem jest usunięcie materiału, ale nie dostarcza informacji o kierunkowości struktury powierzchni, co jest istotne dla zrozumienia wymagań dotyczących chropowatości. W kontekście rysunków technicznych, wymiary i tolerancje dotyczące obróbki są przedstawiane w inny sposób, a nie za pomocą symboli chropowatości. Wielkość skali również odnosi się do proporcji rysunku do rzeczywistego obiektu, co jest całkowicie odmiennym zagadnieniem związanym z przedstawianiem wymiarów. Z kolei naddatek materiału na obróbkę to informacja o dodatkowym materiale, który ma zostać usunięty, ale nie jest on powiązany z kierunkowością chropowatości. Zrozumienie tych różnic jest kluczowe w pracy z dokumentacją techniczną oraz w komunikacji między inżynierami a technikami. W praktyce, błędna interpretacja tych pojęć może prowadzić do nieodpowiedniego doboru technologii obróbczej, co w konsekwencji wpływa na jakość i funkcjonalność finalnych produktów.