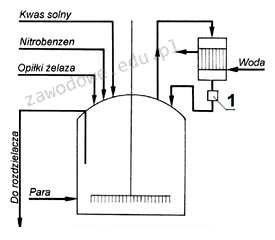
Kontrola przebiegu procesu otrzymywania aniliny z nitrobenzenu polega, między innymi, na obserwacji przez wziernik (1) zmian zabarwienia skroplin w reaktorze. W trakcie procesu, początkowo skropliny miały kolor pomarańczowy, potem żółty, aż wreszcie stały się bezbarwne. Jakie wnioski powinien wysnuć na tej podstawie operator reaktora?
Odpowiedzi
Informacja zwrotna
Właściwy wniosek, że całość nitrobenzenu przereagowała i proces zakończył się, opiera się na zmianach kolorystycznych skroplin w reaktorze. W procesie redukcji nitrobenzenu do aniliny obecność katalizatora, jakim są opiłki żelaza, oraz odpowiednie warunki reakcji są kluczowe. Zmiana koloru skroplin z pomarańczowego przez żółty do bezbarwnego jasno wskazuje na postęp reakcji chemicznej. Ostatecznym produktem tej reakcji jest anilina, która jest substancją bezbarwną w stanie czystym. W praktyce, operatorzy reaktora muszą monitorować zmiany koloru, aby ocenić, czy reakcja zmierza ku końcowi, co jest zgodne z dobrą praktyką w zarządzaniu procesami chemicznymi. Takie podejście umożliwia optymalizację procesu, minimalizację strat surowców oraz zwiększenie efektywności produkcji, co jest zgodne z obowiązującymi standardami przemysłowymi. Dodatkowo, umiejętność interpretacji wyników obserwacji wizualnych jest istotną kompetencją w pracy operatora, co podkreśla znaczenie szkolenia i doświadczenia w branży chemicznej.
Podjęcie decyzji na podstawie obserwacji skroplin w reaktorze wymaga zrozumienia mechanizmów zachodzących w danym procesie chemicznym. Chociaż niektóre z zaproponowanych odpowiedzi mogą wydawać się logiczne na pierwszy rzut oka, wszystkie one pomijają kluczowy aspekt reakcji redukcji nitrobenzenu. Na przykład, stwierdzenie, że ciśnienie prowadzenia procesu jest zbyt wysokie, nie znajduje potwierdzenia w obserwowanych zmianach kolorystycznych. Wysokie ciśnienie mogłoby wpłynąć na przebieg reakcji, ale nie skorelowane jest to z kolorami skroplin, które odzwierciedlają stopień reakcji chemicznej. Z kolei niska temperatura nie może być przyczyną zakończenia procesu, gdyż to właśnie odpowiednia temperatura jest kluczowa dla aktywacji reakcji chemicznych. Dodatkowo, domniemanie, że proces mógł ulec zahamowaniu z powodu braku opiłków żelaza, jest błędne, ponieważ pierwotne obserwacje jasno wskazują na postęp reakcji. Odpowiednia ilość katalizatora wpływa na tempo reakcji, ale nie na całkowity jej przebieg do momentu zakończenia. Wszystkie wymienione w odpowiedziach błędne koncepcje dotyczą niewłaściwego rozumienia procesów chemicznych oraz ich interakcji. Kluczowe jest, aby operatorzy mieli głębokie zrozumienie przebiegów chemicznych oraz umieli prawidłowo interpretować wyniki obserwacji, co jest fundamentem skutecznego zarządzania procesami w przemyśle chemicznym.