Kwalifikacja: MEC.06 - Montaż i obsługa prostych elementów maszyn i urządzeń
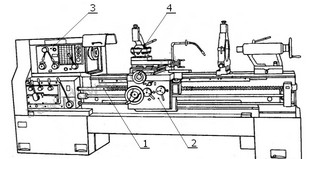
Na rysunku tokarki pociągowej numerem 2 oznaczono
Odpowiedzi
Informacja zwrotna
Zespół suportów, oznaczony na rysunku tokarki pociągowej numerem 2, odgrywa kluczową rolę w procesie obróbki skrawaniem. Składa się z suportu poprzecznego oraz suportu podłużnego, które umożliwiają precyzyjne ustawienie narzędzi skrawających w odpowiednich pozycjach. Suporty te są niezbędne do kontrolowania głębokości i szerokości skrawania, co jest istotne dla uzyskania wymaganej jakości detali. Stosowanie zespołu suportów pozwala na wykonywanie skomplikowanych kształtów oraz precyzyjne obrabianie materiałów. W praktyce, operatorzy tokarek wykorzystują suporty do dostosowywania narzędzi w zależności od rodzaju obrabianego materiału i specyfikacji detalu, co jest zgodne z najlepszymi praktykami w branży obróbczej, które podkreślają znaczenie precyzyjnych ustawień. Dodatkowo, właściwe zrozumienie funkcji zespołu suportów pozwala na efektywniejsze planowanie operacji obróbczych, co wpływa na zwiększenie wydajności produkcji.
Wybór odpowiedzi niepoprawnych związany jest z pewnym nieporozumieniem dotyczącym funkcji i budowy tokarki pociągowej. Skrzynka prędkości, która została wytypowana w jednym z wariantów, jest odpowiedzialna za regulację prędkości obrotowej wrzeciona, co jest istotne, ale nie dotyczy bezpośrednio elementu oznaczonego numerem 2. Zespół wrzeciennika, który również został wskazany, to kluczowy element tokarki, który odpowiada za napęd i obrót narzędzi, jednak nie jest on związany z mocowaniem czy precyzyjnym przesuwem narzędzi skrawających, co jest domeną zespołu suportów. Podobnie zespół suportów, który wykonuje funkcje obróbcze, jest często mylony z innymi elementami, co prowadzi do błędnych wniosków. Typowym błędem myślowym jest zakładanie, że wszystkie elementy tokarki są ze sobą bezpośrednio związane w kontekście ich funkcji, co wprowadza w błąd. Właściwe zrozumienie struktury tokarki oraz ról poszczególnych komponentów jest kluczowe dla efektywnego i precyzyjnego prowadzenia obróbki skrawaniem, a ignorowanie tych różnic może prowadzić do problemów w pracy oraz jakości uzyskiwanych detali.