Kwalifikacja: MEC.05 - Użytkowanie obrabiarek skrawających
Zawód: Technik mechanik
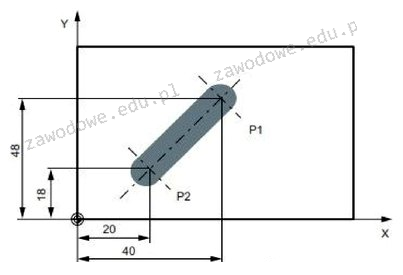
Który fragment programu obróbkowego opisuje ruch narzędzia z punktu P1 do P2?
Odpowiedzi
Informacja zwrotna
Odpowiedź G1 X20 Y18 jest poprawna, ponieważ zgodnie z konwencją programowania CNC, oznacza ona liniowe przesunięcie narzędzia w osi X do wartości 20 oraz w osi Y do wartości 18. Komenda G1 informuje maszyny CNC, że narzędzie powinno poruszać się w sposób kontrolowany do zadanej pozycji. W praktyce oznacza to, że narzędzie wykona płynne, liniowe przesunięcie z punktu P1 do P2, co jest kluczowe w procesie obróbczo-cnc. Prawidłowe określenie współrzędnych jest niezbędne w precyzyjnej obróbce, aby uniknąć błędów, które mogłyby prowadzić do uszkodzeń materiału lub narzędzia. W kontekście standardów branżowych, takie programowanie opiera się na systemie ISO 6983 oraz innych normach dotyczących programowania maszyn CNC. Zrozumienie tych zasad przyczynia się do efektywności produkcji i jakości wykonania detali, co jest niezwykle istotne w przemyśle wytwórczym.
Wybór odpowiedzi G1 X18 Y20, G1 X48 Y40 oraz G1 X40 Y48 wykazuje błędne zrozumienie zasad programowania CNC i nieprawidłową interpretację ruchu narzędzia. Zwróćmy uwagę, że komenda G1 definiuje liniowy ruch narzędzia do określonej pozycji w układzie współrzędnych. W przypadku G1 X18 Y20, zmiana współrzędnych X i Y w porównaniu do wymaganych wartości wprowadza narzędzie w zupełnie inną lokalizację, co w praktyce oznacza, że narzędzie nie dotrze do właściwego punktu P2. Podobnie, odpowiedzi G1 X48 Y40 i G1 X40 Y48 przesuwają narzędzie do jeszcze dalszych lokalizacji, co całkowicie odbiega od zamierzonego celu. Typowym błędem myślowym jest pomylenie kierunku ruchu z wartościami położenia. Dobrą praktyką w programowaniu CNC jest zawsze zwracanie uwagi na kierunek oraz wartości, jakie przyjmują współrzędne, aby zapewnić precyzję i kontrolę nad procesem obróbczo-cnc. Dodatkowo, nieprawidłowe pozycjonowanie narzędzia może prowadzić do poważnych błędów w produkcji, w tym do zniszczenia obrabianego materiału, co wiąże się z wysokimi kosztami napraw oraz przestojem w produkcji. Zrozumienie tych zasad jest kluczowe dla jakości i efektywności pracy na maszynach CNC.