Pytanie 1
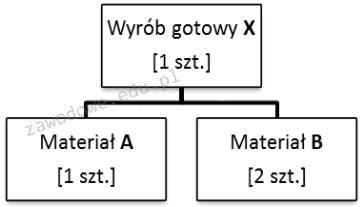
Na rysunku przedstawiono
A. cyklogram wyrobu gotowego.
B. plan potrzeb materiałowych.
C. harmonogram potrzeb materiałowych.
D. strukturę wyrobu gotowego.
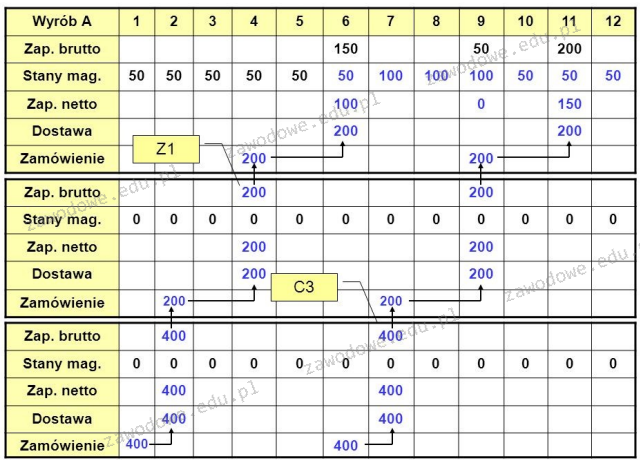
Harmonogram potrzeb materiałowych, przedstawiony na rysunku, jest kluczowym narzędziem w zarządzaniu produkcją i logistyką. Zawiera on szczegółowe informacje dotyczące zapotrzebowania na materiały w określonych okresach, co pozwala na dokładne planowanie i optymalizację procesów produkcyjnych. W praktyce, harmonogram taki bierze pod uwagę nie tylko zapotrzebowanie brutto, ale także aktualne stany magazynowe, co umożliwia lepsze zarządzanie zapasami i redukcję kosztów związanych z nadmiernymi lub niewystarczającymi dostawami. W branży produkcyjnej, stosowanie harmonogramów takich jak MRP (Material Requirements Planning) jest standardem, który pozwala na synchronizację produkcji z dostępnością materiałów, co z kolei wpływa na efektywność operacyjną. Użycie harmonogramów potrzeb materiałowych zapewnia, że wszystkie etapy produkcji są płynne i wolne od przestojów spowodowanych brakami surowców, co jest kluczowe w kontekście zwiększania konkurencyjności na rynku.