Pytanie 1
Rodzaj składowania, który umożliwia natychmiastowy dostęp do każdej jednostki ładunkowej w magazynie, określa się mianem składowania
A. blokowego
B. bezpośrednim
C. pośrednim
D. rzędowym
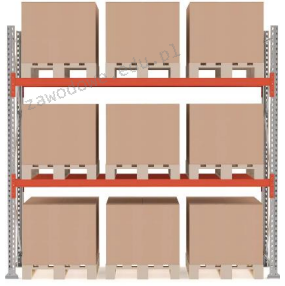
Składowanie rzędowe to system, który umożliwia bezpośredni dostęp do każdej jednostki ładunkowej w magazynie. Przykładem zastosowania tego rodzaju składowania są regały wysokiego składowania, które pozwalają na efektywne zarządzanie przestrzenią magazynową. Dzięki temu systemowi, operatorzy magazynowi mogą szybko lokalizować i uzyskiwać dostęp do towarów, co znacząco zwiększa efektywność procesów logistycznych. W przypadku składowania rzędowego, każdy produkt ma swoje stałe miejsce, co ułatwia zarządzanie zapasami i przyspiesza operacje załadunku oraz rozładunku. Zgodnie z normami magazynowania, składowanie rzędowe jest często preferowane w środowiskach, gdzie wymagana jest wysoka rotacja towarów, takich jak centra dystrybucyjne i hurtownie. Zastosowanie technologii takich jak systemy WMS (Warehouse Management System) wspiera procesy związane z tym rodzajem składowania, co w efekcie prowadzi do optymalizacji kosztów operacyjnych i zwiększenia satysfakcji klienta.