Kwalifikacja: SPL.01 - Obsługa magazynów
Zawód: Technik logistyk
Kategorie: Procesy magazynowe Zarządzanie zapasami Analizy i obliczenia logistyczne
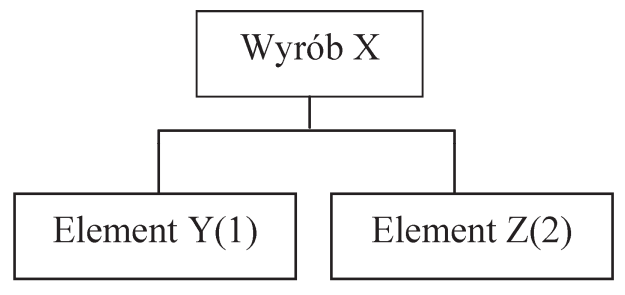
Zakład otrzymał zamówienie na 100 szt. wyrobu X. Jakie jest zapotrzebowanie na elementy montażowe Y i Z, jeżeli w magazynie znajduje się 20 szt. wyrobu gotowego X?
Odpowiedzi
Informacja zwrotna
Odpowiedź Y=80 szt. i Z=160 szt. jest poprawna, ponieważ prawidłowo odzwierciedla zapotrzebowanie na elementy montażowe potrzebne do wyprodukowania zamówienia na 100 szt. wyrobu X. W procesie produkcji, każdy wyrób X wymaga 1 elementu Y oraz 2 elementów Z. Z racji posiadania w magazynie 20 gotowych wyrobów X, które można wykorzystać, pozostałe zapotrzebowanie wynosi 80 sztuk wyrobów X do wyprodukowania. Dlatego wymagana ilość elementów Y to 80 sztuk (1 na każdy wyrób), a elementów Z to 160 sztuk (2 na każdy wyrób). Takie obliczenia są zgodne z praktykami inżynieryjnymi, które wykorzystują efektywne zarządzanie zapasami i planowanie produkcji. Warto dodać, że dokładne określenie zapotrzebowania na komponenty jest kluczowym aspektem w procesie planowania produkcji, co pozwala na unikanie nadmiaru zapasów oraz zapewnienie płynności produkcji.